

Roll Forming Process
Roll forming steel is essentially a continuous bending operation performed on metal strip at room temperature. Tandem sets of rolls progressively shape the metal until the desired cross-sectional profile is achieved.
Roll forming is ideal for producing parts with long lengths or in large quantities. It can also produce parts of multiple lengths from the same tooling. Virtually any material that can be formed using sheet forming techniques can also be roll formed. Roll forming may also be an excellent solution whenever consistency of the cross-sectional profile is critical.
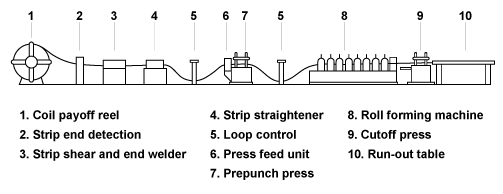
The diagram below depicts a typical roll forming line.
Benefits of Roll Forming
- High productivity rate as compared to other manufacturing processes
- Able to combine multiple manufacturing operations in-line with the roll forming stations greatly reducing total manufacturing costs
- Reduces handling, packaging and shipping costs
- Produces parts of various lengths from the same roll sets
- Able to produce parts with different hole patterns from the same roll sets
- Capable of eliminating supplemental operations (e.g. cutting-to-length, drilling, splicing, etc.)
Metals used in Roll Forming
- Aluminum
- Cold rolled steel
- Copper
- Exotic metals
- Galvalume
- Galvanized steel
- Galvannealed steel
- High strength steel
- Hot rolled (and pickled) steel
- Electrogalvanized steel
- Prepainted
- Stainless steel
Dimensions of Materials to be Roll Formed
- Thickness Light gauge up to 3/8″ thick
- Strip Width Up to 30 inches wide
Standard Manufacturing Tolerances
When customer specific requirements are not provided, OMCO, A MacLean-Fogg Company adheres to the following Standard Tolerance Guide, relative to both roll formed parts and secondary operations as applicable.
Cross Section Tolerance
+/- .015 on decimal dimensions
+/- .032 on fractions
+/- 1 degree on angular dimensions
Part Length Tolerance
+/- 1/32″ for lengths less than 72″
+/- 1/16″ for lengths from 72″ to 120″
+/- 1/8″ for lengths over 120″
Pre or Post Punch Length Tolerance
+/- .008 per foot of length with non-random end spacing
Camber and Sweep Tolerance
1/8″ Maximum if 10′ length
Twist
+/- ½ degree per foot, can be greater in some sections depending on shape and material; depends entirely on part, radii, material, and number of passes
End Flare Tolerance
The amount of end flare is determined by material type, gauge, and sections shape. End flare can sometimes be controlled with the addition of over forming passes if necessary.